Ansprechpartner
Maschinenbau
Julia Pethe
phone +49 3531 500-712
mail office@vwp-maschinenbau.de
mail maschinenbau@kjellberg.de

Überschüssige Zinkreste werden an verzinkten Kleinteilen im Schleuderverfahren entfernt.

Kesselsegmente werden positioniert und fixiert, um einen sicheren Schweißprozess zu ermöglichen

Diese Vorrichtungen werden in Prüffeldern genutzt, um Flansche und Rohrstopfen gezielt abzudichten, Drücke zu messen, oder Flüssigkeiten gezielt abzulassen.

Die VWP bietet das Schneiden, Besäumen und Stapeln von Wärmedämmplatten aus geschreddertem und gepresstem Recyclingmaterial.

Um verschiedenste Baustoffe miteinander zu verbinden, werden Doppelwickler für Dichtbänder genutzt. Zum Einsatz kommen dabei unterschiedliche Präge- und Fügetechniken.

Das Kippen und Ausrichten von Plattenstapeln optimiert Folgeprozesse.

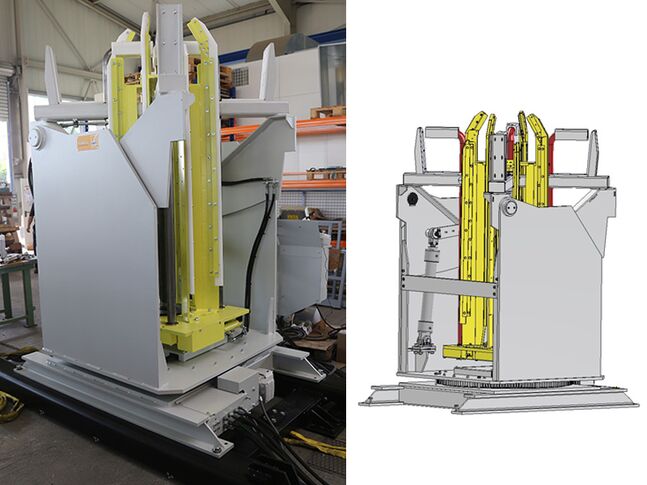
Diese wird zum Einspulen von magnesiumhaltigen Fülldrähten in eine Gießpfanne genutzt.
Vorrichtung zum Verdichten von Drahtbunden nach dem Drahtziehprozess – auch als Ausführung mit Waage möglich. Die Beladung erfolgt mit speziellen, von der VWP hergestellten, Klappkreuzen. Die Entnahme des abgebundenen Drahtbundes erfolgt mit Staplerdornen, die ebenfalls von der VWP geliefert werden können.

Wird hier angewandt bei der Fertigung von Spezialmessern für Porenbeton.

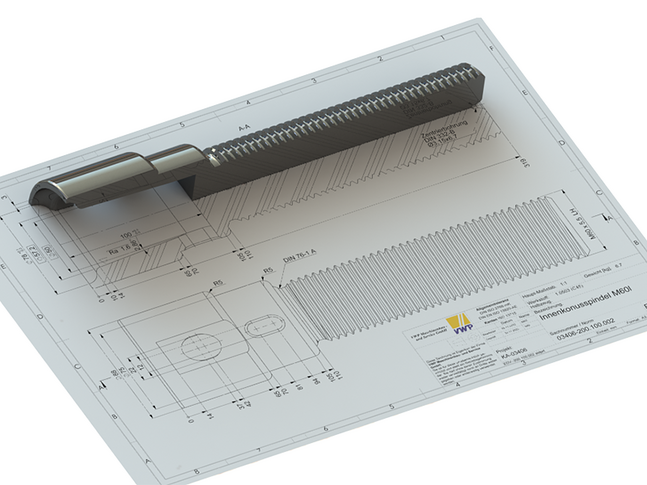
Im Stoßverfahren nutzt die VWP Werkstücke bis zu 500 mm Höhe und einem Außendurchmesser von ca. 1500 mm. Im Räumverfahren haben Nuten eine Breite von 3-10 mm.

Diese fertigt die VWP nach Kundenwunsch entsprechend Ihrer Zeichnungen.
Nach Kundenwunsch fertigt die VWP Verschleiß- und Fertigungsteile an. Gern erstellen die Mitarbeiterinnen und Mitarbeiter auch Zeichnungen, gemäß Ihren Vorgaben oder anhand von Musterteilen.

Je nach Kundenwunsch führt die VWP verschiedenste Qualitätssicherungsmaßnahmen wie Farbeindringprüfungen oder protokollierte Maßhaltigkeitsmessungen durch.